Leave Your Message







Jämförelse av olika drivmetoder för treaxliga servorobotar
Jämförelse av olika drivmetoder för treaxliga servorobotar
I den globala vågen av automatiseringsuppgraderingar inom tillverkning, treaxliga servorobotar har blivit kärnutrustning inom branscher som elektronikmontering, bearbetning av bildelar och livsmedelsförpackningar. Att välja rätt drivmetod avgör direkt utrustningens produktionseffektivitet, underhållskostnader och avkastning på investeringscykeln – ett felaktigt val kan leda till otillräcklig produktionskapacitet, täta reparationer eller till och med för tidigt utbyte av utrustning.

I. Varför är drivmetoden ett centralt urvalskriterium för treaxliga servorobotar?
Drivsystemet i en treaxlig servorobot är som dess "krafthjärta", som ansvarar för att omvandla servomotorns kinetiska energi till exakt linjär eller roterande rörelse. Dess prestanda påverkar direkt tre centrala inköpsfrågor:
Investeringskostnadseffektivitet: Balansen mellan initial inköpskostnad och efterföljande underhållskostnad. Till exempel, medan vissa drivmetoder kan ha ett lågt initialt inköpspris, kan kostnaden för att byta ut slitdelar varje år fördubblas.
Produktionsanpassningsförmåga: Huruvida den kan uppfylla specifika branschkrav, såsom kravet på ±0,01 mm noggrannhet inom elektroniktillverkning, eller bilindustrins behov av laster överstigande 50 kg.
Global anpassningsförmåga: Exporterad utrustning måste uppfylla målmarknadens standarder, såsom energiförbrukning och bullerrestriktioner på europeiska och amerikanska marknader, samt toleranskraven för miljöer med hög temperatur och luftfuktighet på sydostasiatiska marknader.
Data från International Federation of Robotics (IFR) år 2024 visar att utrustningens tomgångshastighet på grund av felaktigt val av drivsystem nådde 12 %, varav över 60 % av dessa fall tillskrivs kompatibilitetsfel hos grossistköpare. Därför är en omfattande jämförelse av skillnader i drivsystemsmetoder avgörande.
II. Djupgående jämförelse av vanliga drivmetoder för treaxliga servorobotar
För närvarande är elektrisk drift den absolut vanligaste drivmetoden för treaxliga servorobotar på den globala marknaden (över 85 %), kompletterat med ett litet antal hydrauliska/pneumatiska drivningar för speciella tillämpningar. Inom elektriska drivningar är de tre mest representativa transmissionsstrukturerna kulskruvar, synkronremmar och kuggstångsdrev. Deras specifika skillnader är följande:
(I) Jämförelse av tekniska parametrar för kärndrivningsmetoden
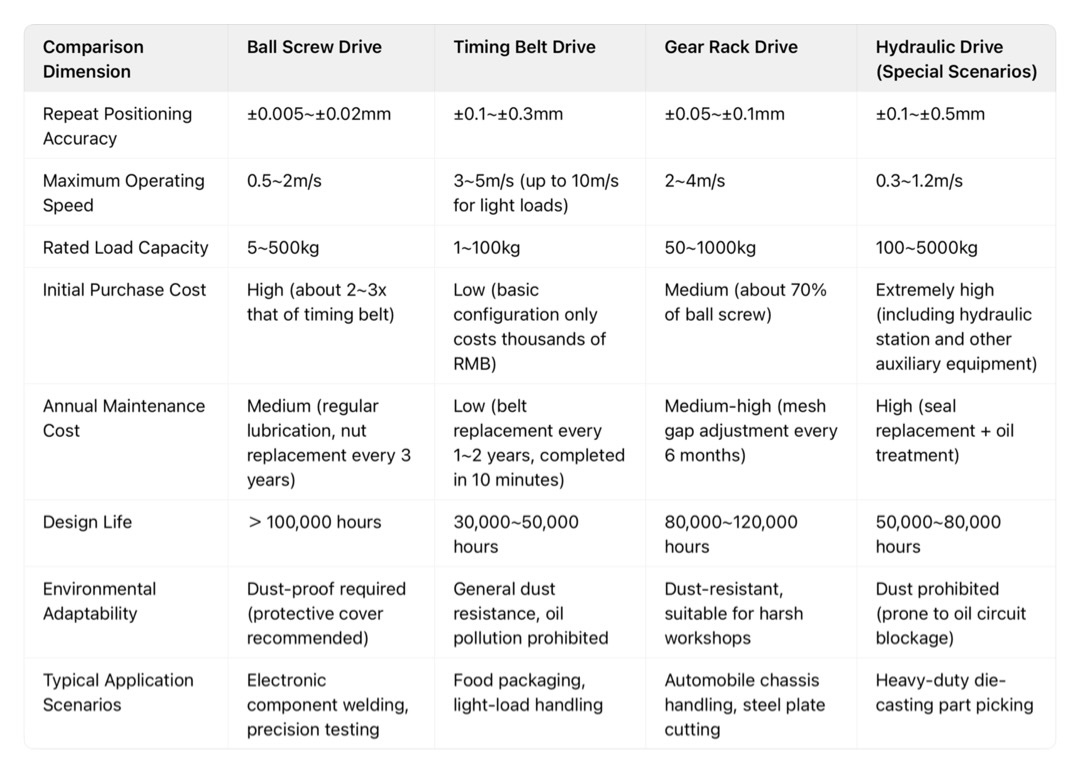
(II) Analys av de viktigaste fördelarna och nackdelarna med varje drivmetod
1. Kulskruvsdrift: Den "optimala lösningen" för högprecisionsscenarier
Kulskruvar överför kraft genom rullning av stålkulor, vilket omvandlar servomotorns rotationsrörelse till linjär rörelse. Detta är den föredragna lösningen för högprecisionsservorobotar med tre axlar. Dess främsta fördel ligger i dess extremt lilla glapp (
Köpare bör dock vara medvetna om dess begränsningar: Skruvar längre än 2 meter är benägna att bukta på grund av sin egen vikt, vilket kräver ytterligare stödmekanismer och ökar kostnaderna; och den maximala hastigheten begränsas av skruvens kritiska hastighet (vanligtvis inte överstigande 2 m/s), vilket gör den olämplig för enbart höghastighetsscenarier. Dessutom accelererar dammiga miljöer slitage på stålkulor, vilket kräver extrautrustning som skyddskåpor.
2. Synkron remdrift: Ett kostnadseffektivt verktyg för höghastighetsdrift med lätt belastning
Synkrona remdrifter använder en polyuretanrem med stålkärna som griper in i remskivor för kraftöverföring. De erbjuder tre huvudfördelar: hög hastighet, lågt ljud och kontrollerbar kostnad. Deras maximala hastighet kan nå 5 m/s, mer än dubbelt så hög som kulskruvar, och den initiala inköpskostnaden är bara 30 %–50 % av den för en kulskruvdrift med samma specifikationer. Detta gör dem idealiska för lätta belastningar och höghastighetsapplikationer som livsmedelsbearbetning och hantering av plastdelar.
Internationella köpare bör vara medvetna om sina precisionsbegränsningar: Synkronremmar är benägna att deformeras elastiskt på grund av temperatur, vilket resulterar i en repeterbarhetsnoggrannhet på endast ±0,1~±0,3 mm, vilket inte kan uppfylla kraven för precisionsbearbetning. Dessutom är deras lastkapacitet begränsad (vanligtvis
3. Kuggstångsdrift: Ett måste för krävande tillämpningar med lång slaglängd
Kuggstångsdrift använder rotationen av kugghjul för att driva den linjära rörelsen hos ett kuggstång, vilket erbjuder de viktigaste fördelarna med hög bärförmåga och obegränsad slaglängd. Dess nominella belastning kan nå över 1000 kg, och genom att skarva flera kuggstångssegment kan en slaglängd på över 10 meter uppnås, vilket gör den till en viktig lösning för tunga situationer som hantering av bildelar och lastning/lossning av stora verktygsmaskiner.
De största utmaningarna med detta drivsystem ligger i buller och precisionskontroll: otillräcklig tillverkningsprecision kan generera buller >75 dB när kugghjul och kuggstång griper in, vilket kräver tillägg av ett ljudisolerat skydd; dessutom måste glapp elimineras genom en förspänningsanordning, annars sjunker precisionen under ±0,05 mm. Lyckligtvis har europeiska och amerikanska märken förbättrat precisionen till ±0,01 mm-nivån genom tandytslipningsteknik, även om detta ökar anskaffningskostnaderna med 20 %–30 %.
4. Hydrauliska/pneumatiska drivningar: "Kompletterande lösningar" för speciella scenarier
Hydrauliska drivningar, med en lyftkapacitet på hundratals kilogram, används fortfarande i extremt tunga miljöer, såsom tung pressgjutning. Risken för oljeläckage och föroreningar, tillsammans med den höga kostnaden för hydrauliska stationer, har dock lett till att de gradvis ersatts av kuggstångsdrifter med hög belastning. Pneumatiska drivningar, på grund av sin låga kostnad och snabba funktion, används fortfarande i små plastmaskiner, men deras noggrannhet på ±0,5 mm och begränsade lastkapacitet är otillräcklig för behoven hos servonivåutrustning.
En rapport från 2024 från International Federation of Robotics (IFR) visar att hydrauliska/pneumatiska drivningar nu står för mindre än 5 % av treaxliga servorobotar, där elektriska drivningar blir den absoluta mainstreamen – särskilt kombinationen av servomotorer och precisionstransmissionsmekanismer, som kombinerar precision och flexibilitet.
III. 3 steg för att låsa in den optimala drivlösningen
Steg 1: Förtydliga kärnkravparametrar
Före upphandling måste tre viktiga indikatorer identifieras för att undvika blinda urval:
Noggrannhetskrav: Elektronisk tillverkning kräver ±0,02 mm (kulskruvar föredras); förpackningsindustrin kräver ±0,5 mm (synkronremmar är tillräckliga).
Belastning och slaglängd: För enaxliga belastningar > 50 kg, välj kuggstång; för slaglängder > 3 meter, använd prioriterad kuggstång eller synkron rem (kulskruvar kräver ytterligare stöd).
Driftshastighet: För cykeltider > 120 cykler/minut, välj synkronrem; för precisionsoperationer med låg hastighet, välj kulskruv.
Steg 2: Matcha målbranschens scenarier
Olika branscher har avsevärt olika krav på drivmetoder. Med tanke på den internationella marknadens egenskaper kan följande anpassningslogik användas som referens:
Elektronik/Halvledare (främst Europa och Amerika): Hög precision och lågt brus krävs. Kulskruvsdrift rekommenderas. Kombination med servodrivare i Delta ASD-serien kan uppnå ±0,005 mm noggrannhet, vilket uppfyller europeiska och amerikanska standarder för elektronikfabriker.
Bildelar (globalt kompatibla): Krav på tung belastning och lång slaglängd är framträdande. Kuggstångsdrift är den optimala lösningen. Det rekommenderas att välja markstänger anpassade till Siemens V90 servosystem för att förbättra stabiliteten.
Livsmedel/Förpackningar (främst Sydostasien): Kostnad och hastighet betonas. Synkrona remdrifter erbjuder det bästa kostnads-prestandaförhållandet. Användningen av polyuretanmaterial uppfyller livsmedelsindustrins hygienkrav och underhållscykeln är anpassad till underhållskapaciteten hos sydostasiatiska fabriker.
Steg 3: Beräkning av den totala livscykelkostnaden
Internationell upphandling behöver beakta både initiala investeringar och långsiktig drift och underhåll. Baserat på en livslängd på 100 000 timmar görs följande beräkningar:
Kulskruvdrift: Hög initial inköpskostnad (cirka 20 000 RMB), men låg underhållskostnad (500 RMB per år), totalkostnad cirka 25 000 RMB.
Synkron remdrift: Låg initial inköpskostnad (cirka 8 000 RMB), men kräver rembyte 4 gånger (200 RMB varje gång), totalkostnad cirka 9 000 RMB.
Kuggstångsdrift: Medelstor initial inköpskostnad (cirka 14 000 RMB), justering av ingreppsspelet är i genomsnitt 800 RMB per år, totalkostnad cirka 22 000 RMB.

IV. Nya trender inom drivteknik år 2025
Hybriddrivsystem: Hybrida pneumatiska och elektriska drivsystem blir ett nytt hett ämne. Till exempel använder gripmekanismer pneumatiska drivsystem (låg kostnad), medan positioneringsmekanismer använder synkrona remdrivsystem (hög precision), vilket kan minska kostnaderna med 30 % samtidigt som det uppfyller kraven på medelhög precision.
Direktdrift utan reduktionsväxel: Högt vridmoment, låg hastighet servomotorer kräver ingen reducerväxel och ansluts direkt till kulskruvar eller kuggstångsväxlar, vilket minskar mekaniska förluster med 50 % och förlänger livslängden till över 150 000 timmar. Denna teknik används för närvarande i exklusiva modeller av märken som Stäubli.
Intelligent anpassningsalgoritm: Sjunde generationens servostyrenhet integrerar en neural nätverksalgoritm som automatiskt justerar drivparametrar baserat på belastningsförändringar. Till exempel använder Doosan Robotics VX-serie denna teknik för att minska felfrekvensen med 60 %, vilket gör den idealisk för produktionsscenarier med flera olika varianter.
Webbplats:https://www.zhiyirobotics.com/
E-post:sales@zhiyirobotics.com
#Treaxlig servo#Treaxlig servorobot#Robotarm 250-350t#3-axlig servorobot#Treaxlig Servorobotarm